

CHUANGRONG မှ ကြိုဆိုပါတယ်


၂၀-၃၂ မီလီမီတာ Poly Pipe Socket Fusion စက် လက်ကိုင် အသေးစား PPR ဂဟေစက်
အခြေခံအချက်အလက်
| မော်ဒယ်နံပါတ်: | R ၃၂ မီလီမီတာ | အများဆုံး အချင်း: | ၃၂ မီလီမီတာ |
|---|---|---|---|
| စုပ်ယူထားသော စွမ်းအား: | ၈၀၀ ဝပ် | အတိုင်းအတာ: | ၁၇၅*၅၀*၃၆၀ မီလီမီတာ |
| အလုပ်လုပ်သည့် အပူချိန်: | Tfe:260oc(+/-10oc); Te:180oc~290oc | သယ်ယူပို့ဆောင်ရေးအထုပ်: | ပလတ်စတစ်သေတ္တာ |
ကုန်ပစ္စည်းအကြောင်းအရာ

ပိုက်နှင့် ဆက်ကြောင်းများကို ချိတ်ဆက်ရန်အတွက် လက်စွဲ soket ဂဟေဆော်စက်များသည် လက်ရှိစံနှုန်းများနှင့်အညီဖြစ်သည်။ ၎င်းတို့တွင် အလူမီနီယမ် အပူပေးပြားနှင့် လက်တွေ့ကျသော၊ အပူပေးလျှပ်ကာပါရှိသော ပလတ်စတစ်လက်ကိုင်ပါရှိသည်။ ၎င်းတို့သည် HDPE၊ PP၊ PPR၊ PVDF ပိုက်များနှင့် ဆက်ကြောင်းများကို ဂဟေဆက်နိုင်ပြီး ၎င်းတို့ကို မတူညီသောပုံသဏ္ဍာန်များနှင့် အလုပ်လုပ်ပုံအပိုင်းအခြားများဖြင့် သွင်ပြင်လက္ခဏာရပ်များဖြင့် သတ်မှတ်ထားပြီး မတူညီသော အသုံးချမှုများအတွက် သင့်လျော်သည်။ ၎င်းတို့ကို ချိန်ညှိနိုင်သော အီလက်ထရွန်းနစ် အပူချိန်ထိန်းညှိကိရိယာ (TE) သို့မဟုတ် ပုံသေ အီလက်ထရွန်းနစ် အပူချိန်ထိန်းကိရိယာ (TFE) ဖြင့် ရရှိနိုင်ပါသည်။
PPR ဂဟေစက်အသေးစိတ်အချက်အလက်များ
| ပစ္စည်း | PE၊ PP၊ PP-R၊ PVDF | ||
| အများဆုံးအချင်း | ၃၂ မီလီမီတာ | ||
| စုပ်ယူထားသော စွမ်းအား | ၈၀၀ ဝပ် | ||
| အလေးချိန် | ၁.၈၂ ကီလိုဂရမ် | ||
| အတိုင်းအတာ | ၁၇၅*၅၀*၃၆၀ မီလီမီတာ | ||
| အလုပ်လုပ်သည့် အပူချိန် | TFE: 260ºC(+/-10ºC);TE:180ºC~290ºC | ||
| ပတ်ဝန်းကျင်အပူချိန် | -၅~၄၀ ဒီဂရီစင်တီဂရိတ် | ||
| လျှပ်စစ်ဓာတ်အားထုတ်ပေးသောကိရိယာ | TE:230V-တစ်ဆင့် 50/60Hz; TFE:110~230V တစ်ဆင့် 50/60 Hz | ||
လည်ပတ်မှုညွှန်ကြားချက်များ
၄.၁။ မိန်းဗို့အားသည် အောက်ပါနှင့် အတူတူပင်ဖြစ်ကြောင်း စစ်ဆေးပါ။
socket fusion welding မှာဖော်ပြထားတဲ့ ဗို့အား
စက်ပြား။
၄.၂။ SOCKET FUSION ကို အသုံးပြုရန် ကိရိယာများ
ဂဟေဆက်စက်
a b
(က) ခက်ရင်း။ ကြမ်းပြင်ပေါ်တွင် ဂဟေဆော်ရန် သင့်လျော်သည်။
(ခ) ခုံတန်းကွင်း။ ခုံတန်းလုပ်ငန်းအတွက်။
ဂ) ပလက်ဖောင်း။ ခွဆုံအတွက် အစားထိုးနည်းလမ်း။
၄.၃။ socket fusion welding စက်ကို တပ်ဆင်ပါ
ရွေးချယ်ထားသော ကိရိယာ။
၄.၄။ လိုအပ်ချက်များနှင့်အညီ M/F ဘို့များကို တပ်ဆင်ပါ။
မှတ်ချက်- ဂဟေစက်နှင့် ထိတွေ့နေသော ချုံပုတ်မျက်နှာပြင်ကို အချိန်တိုင်း သန့်ရှင်းစွာထားရမည်။
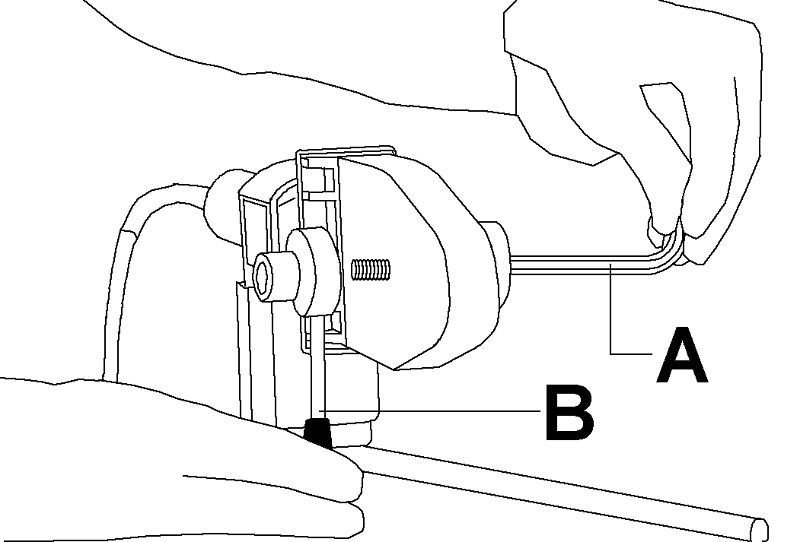
၄.၅။ အပူချိန်အတွက် လိုအပ်သော အပူဖလှယ်မှုရရှိရန်အတွက် (လိမ်တံကို အသုံးပြု၍) ဘုရှ်များကို Socket fusion welding စက်တွင် တင်းကျပ်စွာ ညှပ်ပါ။
ချုံပင်များအတွက် လိုအပ်သော
A: ဆဋ္ဌဂံ လိမ်တံ
B: ချုံပုတ်များအတွက် ပင်ယူနစ်
၄.၆။ မိန်းပလပ်ထဲသို့ ပလပ်ထိုးပါ
၄.၆.၁။ TE မော်ဒယ်များ
|
| ပါဝါဖွင့်ပြီးနောက် LO v ပြပါ။မိနစ် ၁၀ မှ ၂၀ အထိကြာပြီးနောက် အပူပေးပြားသည် အပူချိန်ကိုပြသလာပြီး သတ်မှတ်ထားသော အပူချိန်သို့ရောက်ရှိပြီးနောက် တည်ငြိမ်သွားပါသည်။ အပူပေးမုဒ်သို့ဝင်ရောက်ပြီး + - အရ အပူချိန်ကိုသတ်မှတ်ရန် set ခလုတ်ကိုနှိပ်ပါ။ မုဒ်ပြောင်းရန် - ကိုနှိပ်ပါ။ |
၄.၇။ socket fusion welding စက်ဖွင့်ပြီးနောက် ၁၀ - ၁၅ မိနစ် (သို့မဟုတ် လည်ပတ်မှုအပူချိန်ရောက်ပြီးသည့်အခါ)။
ပေးထားသော ပလတ်စတစ်ဂဟေစက်အားလုံးကို ချုံပုတ်အပူချိန် ၂၆၀°C ခန့်တွင် သတ်မှတ်ထားသည်။
ဂဟေဆက်မည့်ပိုက်ထုတ်လုပ်သူမှ သတ်မှတ်ထားသည့်အတိုင်း ဘုရှ်၏အနားသတ်များဖြစ်ကြောင်း စစ်ဆေးပါ။
ဒစ်ဂျစ်တယ် သာမိုမီတာ
၁၈၀°C အကြား တိကျသော အပူချိန် ချိန်ညှိမှု
နှင့် ၂၉၀°C ဖြစ်နိုင်သည်။ ဒစ်ဂျစ်တယ် သာမိုမီတာကို အသုံးပြုပါ။
အနည်းငယ်သော ကွဲလွဲမှုများကိုပင် တိုင်းတာရန်
ထုပ်ပိုးခြင်း

အခြား

သင့်မက်ဆေ့ချ်ကို ကျွန်ုပ်တို့ထံ ပေးပို့ပါ-
ထုတ်ကုန် အမျိုးအစားများ
-

Weldy Booster EX3 Plus PE နှင့် PP ပလတ်စတစ်လက်ကိုင်...
-

WELDY Booster EX2 ပလတ်စတစ် လက်ဖြင့် ထုတ်ယူခြင်း ဂဟေဆက်စက်...
-

TURBO ၂၀ မီလီမီတာ-၁၁၀ မီလီမီတာ ပလတ်စတစ်ပိုက် လျှပ်စစ်ခြစ်စက်/...
-

ပလတ်စတစ်ပိုက်ပြွန် PRSIMA JIG Socket Fusion ဂဟေဆက်...
-

သယ်ဆောင်ရလွယ်ကူသော 63mm လက်စွဲ Socket Fusion စက် PPR ...
-

PVDF၊ PP၊ PE၊ PFA ပိုက် အပြည့်အဝ အလိုအလျောက် အ...
လူမှုရေးလင့်ခ်များ




ကျွန်ုပ်တို့ကုမ္ပဏီ
သတင်းအချက်အလက်
အမြန်လင့်ခ်များ
ကြှနျုပျတို့ကိုဆကျသှယျရနျ
- ထည့်ရန်:
အခန်း ၉၁၁၊ အဆောက်အဦ T1၊ The Ring Center၊ အမှတ် ၃၃၃၊ ဒုံတာလမ်း၊ ချန်ဒူး၊ တရုတ်နိုင်ငံ။
- ဖုန်းနံပါတ်: ၀၀၈၆-၁၈၁၈၀၈၉၇၆၂၇
- EMAIL: chuangrong@cdchuangrong.com
လူကြိုက်များသော ထုတ်ကုန်များ - ဆိုက်မြေပုံ - AMP မိုဘိုင်း
ပြုပြင်ရေး ကလစ်, PE ရေပိုက်, Hdpe ပိုက်တပ်ဆင်ခြင်း, Hdpe ပိုက်နှင့် တပ်ဆင်ခြင်း, Hdpe ပိုက်ဆက်စပ်ပစ္စည်းများ, အထီး အဒက်တာ,
-

ဖုန်း
-

အီးမေးလ်
-

Whatsapp
-

Skype
-

ထိပ်တန်း

{kind=link}