

CHUANGRONG မှကြိုဆိုပါတယ်။


20-32mm Poly Pipe Socket Fusion Machine အသေးစား PPR ဂဟေဆော်စက်ကို ကိုင်တွယ်ပါ။
အခြေခံအချက်အလက်
| မော်ဒယ် နံပါတ်- | R 32mm | အများဆုံးအချင်း- | 32mm |
|---|---|---|---|
| စုပ်ယူနိုင်သော ပါဝါ- | 800W | အတိုင်းအတာ- | 175*50*360mm |
| အလုပ်အပူချိန် | Tfe:260oc(+/-10oc); Te:180oc~290oc | သယ်ယူပို့ဆောင်ရေးပက်ကေ့ချ်- | ပလပ်စတစ်သေတ္တာ |
ကုန်ပစ္စည်းအကြောင်းအရာ

စံချိန်စံညွှန်းများနှင့်အညီ ပိုက်များနှင့် ဆက်စပ်ပစ္စည်းများကို ပူးတွဲအသုံးပြုရန်အတွက် လက်ဖြင့် ပိုက်ဆက်ထားသော ဂဟေဆော်သူများ။ ၎င်းတို့တွင် အလူမီနီယမ်အပူပေးပန်းကန်ပြားနှင့် လက်တွေ့ကျသော အပူလျှပ်ကာ ပလပ်စတစ်လက်ကိုင်တစ်ခုတို့ပါရှိသည်။ ၎င်းတို့သည် HDPE၊ PP၊ PPR၊ PVDF ပိုက်များနှင့် fititngs များကို ဂဟေဆော်နိုင်ပြီး မတူညီသော အသုံးချမှုများအတွက် သင့်လျော်သော အသွင်အပြင်နှင့် လုပ်ငန်းခွင်အကွာအဝေးများဖြင့် ခွဲခြားသတ်မှတ်ထားသည်။ ၎င်းတို့ကို ချိန်ညှိနိုင်သော အီလက်ထရွန်းနစ် ဓာတ်ထိန်းကိရိယာ (TE) သို့မဟုတ် ပုံသေ အီလက်ထရွန်းနစ် အပူချိန်ထိန်းကိရိယာ (TFE) ဖြင့် ရရှိနိုင်သည်။
PPR ဂဟေစက်အသေးစိတ်
| ပစ္စည်း | PE၊ PP၊ PP-R၊ PVDF | ||
| Max Diameter | 32mm | ||
| Absorbed Power | 800W | ||
| အလေးချိန် | 1.82 ကီလိုဂရမ် | ||
| အတိုင်းအတာ | 175*50*360mm | ||
| အလုပ်အပူချိန် | TFE: 260ºC(+/-10ºC);TE:180ºC~290ºC | ||
| ပတ်ဝန်းကျင်အပူချိန် | -5~40ºC | ||
| လျှပ်စစ်ဓာတ်အားထုတ်ပေးသောကိရိယာ | TE-230V-တစ်ခုတည်းအဆင့် 50/60Hz;TFE:110~230V တစ်ခုတည်းအဆင့် 50/60 Hz | ||
လည်ပတ်နေသော လမ်းညွှန်ချက်များ
၄.၁။ ပင်မဗို့အားနှင့် တူညီကြောင်း စစ်ဆေးပါ။
socket fusion welding တွင်ဖော်ပြထားသောဗို့အား
စက်ပန်းကန်။
၄.၂။ SOCKET FUSION အသုံးပြုရန်အတွက် စက်ကိရိယာများ
ဂဟေဆော်စက်
a b
က) ခက်ရင်း။ကြမ်းပြင်ပေါ်တွင် ဂဟေဆော်ရန် သင့်တော်သည်။
ခ) ခုံတန်းလျား။ ခုံတန်းလျားအလုပ်အတွက်။
ဂ) ပလပ်ဖောင်း။ လမ်းဆုံလမ်းခွမှ အခြားရွေးချယ်စရာတစ်ခု။
၄.၃။ socket fusion ဂဟေဆော်စက်ကို တပ်ဆင်ပါ။
ရွေးချယ်ထားသောစက်ပစ္စည်း။
၄.၄။ လိုအပ်ချက်အရ M/F ချုံများကို တပ်ဆင်ပါ။
NB- ဂဟေစက်နှင့်ထိတွေ့သော ချုံ၏မျက်နှာပြင်ကို အချိန်တိုင်းသန့်ရှင်းနေရမည်။
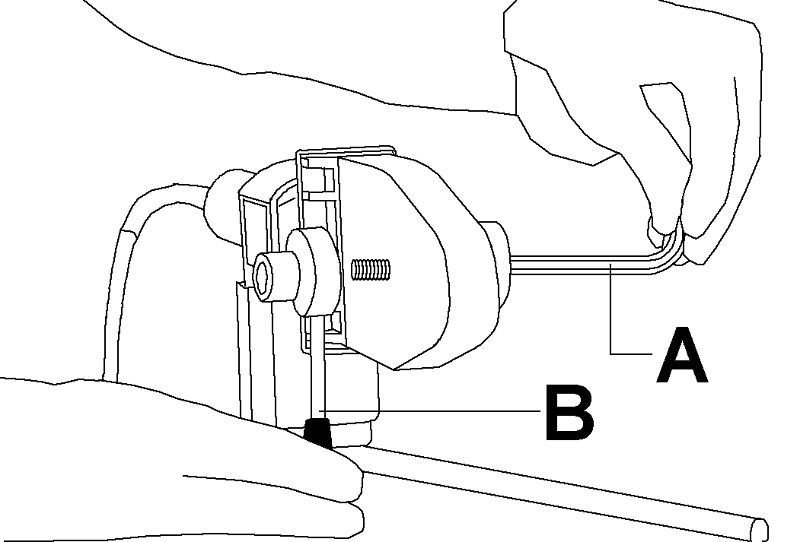
၄.၅။ အပူချိန်အတွက် လိုအပ်သောအပူလဲလှယ်မှုရရှိရန် ချုံများကို Socket fusion ဂဟေဆက်စက် (လက်ဆွဲကြိုးသုံးပြီး) တင်းတင်းကြပ်ကြပ် ချည်ပါ။
ချုံများအတွက်လိုအပ်သည်။
A: ဆဋ္ဌဂံ လိမ်ဖဲ့ခြင်း။
B- ချုံများအတွက် ပင်ထိုးယူနစ်
၄.၆။ ပင်မကို ချိတ်ပါ။
၄.၆.၁။ TE မော်ဒယ်များ
|
| ပါဝါဖွင့်ပြီးနောက် LO v ကိုပြပါ။.10-20 မိနစ်ကြာပြီးနောက်၊ အပူပေးပန်းကန်ပြားသည် အပူချိန်ကိုပြသပြီး သတ်မှတ်အပူချိန်သို့ရောက်ရှိပြီးနောက် တည်ငြိမ်စေရန် သတ်မှတ်သော့ကို နှိပ်ကာ tempering မုဒ်သို့ဝင်ရောက်ကာ အပူချိန်ကိုသတ်မှတ်ရန် + -.နှိပ်ပါ - မုဒ်ကိုပြောင်းရန်။ |
၄.၇။ socket fusion welding machine ကိုဖွင့်ပြီးနောက် 10 - 15 မိနစ်အကြာ (သို့မဟုတ်၎င်းသည်လည်ပတ်မှုအပူချိန်သို့ရောက်ရှိသောအခါ) ။
ပံ့ပိုးပေးထားသော ပလပ်စတစ်ဂဟေစက်အားလုံးကို ချုံအပူချိန် 260 ဒီဂရီစင်တီဂရိတ်တွင် သတ်မှတ်ထားသည်။
ဂဟေဆော်ရန် ပိုက်ထုတ်လုပ်သူမှ သတ်မှတ်ထားသည့်အတိုင်း ချုံပုတ်အစွန်းကို စစ်ဆေးပါ။ a ကိုသုံးပါ။
ဒစ်ဂျစ်တယ်သာမိုမီတာ
180°C အကြား တိကျသော အပူချိန် ချိန်ညှိခြင်း။
နှင့် 290°C ဖြစ်နိုင်သည်။ ဒစ်ဂျစ်တယ်သာမိုမီတာကို အသုံးပြုပါ။
အနည်းငယ်ကွဲလွဲမှုများကို တိုင်းတာရန်
ထုပ်ပိုးခြင်း။

တခြား

သင့်ထံ မက်ဆေ့ချ်ပို့ပါ-
ထုတ်ကုန်အမျိုးအစားများ
-

PVDF ၊ PP ၊ PE ၊ PFA ပိုက် အပြည့်အဝ အလိုအလျောက် Infr...
-

WELDY Booster EX2 ပလပ်စတစ်လက်ဖြင့် ထုထည် Weldi...
-

ပလပ်စတစ်ပိုက် Tube PRSIMA JIG Socket Fusion Weld...
-

Weldy Booster EX3 Plus PE နှင့် PP ပလပ်စတစ်လက်ကိုင်...
-

TURBO 20mm-110mm ပလပ်စတစ်ပိုက် လျှပ်စစ်ခြစ်ရာ/...
-

အိတ်ဆောင် 63mm Manual Socket Fusion စက် PPR ...
လူမှုရေးလင့်ခ်များ




ကျွန်ုပ်တို့၏ကုမ္ပဏီ
အမြန်လင့်များ
ကြှနျုပျတို့ကိုဆကျသှယျရနျ
- ထည့်ရန်-
အခန်း ၉၁၁၊ အဆောက်အဦ T1၊ The Ring Center၊ No.333 Dongda Road၊ Chengdu၊ China
- ဖုန်းနံပါတ်: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Hot Products များ - ဆိုက်မြေပုံ - AMP မိုဘိုင်း
ဖေရေပိုက်, ယောကျာ်းဒပ်, Hdpe ပိုက် တပ်ဆင်ခြင်း။, Hdpe ပိုက် ဆက်စပ်ပစ္စည်းများ, Clamp ပြုပြင်ခြင်း။, Hdpe ပိုက်နှင့် Fitting,
-

ဖုန်း
-

အီးမေး
-

Whatsapp
-

Skype
-

ထိပ်တန်း

{kind=link}